





Catégories
- De nouvelles Haomei (340)
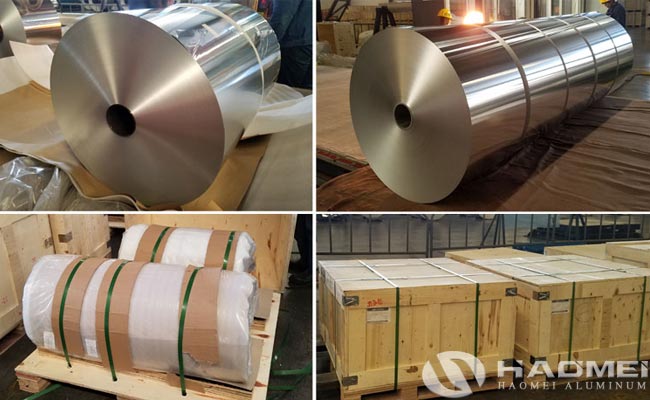
La haute qualité feuille de pharma 8011 8021 O H18 fourni par Haomei a une épaisseur de 0.02-0.075 mm, sa taille est inférieure à sténopé 1.0 mm. Améliorer la qualité de papier d'aluminium et de réduire le nombre et la taille des feuilles d'aluminium sont les exigences des trous d'épingle des fabricants de papier d'aluminium pharmaceutique. Haomei a plus 15 année d'expérience sur la production de papier d'aluminium d'emballage pharmaceutique, nous avons donc des exigences strictes sur le nombre et la taille sténopé, nous avons tester le sténopé de la feuille d'aluminium médicament fini.
Etant donné que le trou dans la feuille d'aluminium pharmaceutique est un défaut de ramollissement, le médicament est inefficace par l'intrusion de l'oxygène, la vapeur et l'eau de lumière, de sorte que la demande de sténopé est très stricte. La surface de la feuille d'aluminium pharmaceutique permet visible à l'piqûres oeil nu, pourtant, les petits trous ne doivent pas être intégrés à forte densité, et le diamètre du trou d'épingle de la feuille d'aluminium médicament ne doit pas dépasser 0.2 mm et ne doit pas dépasser 5 / m2. La taille sténopé d'autres feuilles d'aluminium industriel ne doit pas dépasser 0.5 mm. Parce que des trous d'épingle sont un indicateur important pour la détection d'une feuille d'aluminium, de nombreux matériaux techniques ont déterminé la quantité de permeation de la vapeur d'eau et de trous d'épingle de feuille d'aluminium.
En tant que fabricant de feuille pharmaceutique professionnelle en Chine, au cours de la ligne de traitement, contrôler la vitesse du broyeur pendant le laminage de la feuille d'aluminium fini pour contrôler la quantité d'huile sur la surface et la luminosité de la surface. Au cours du processus de refendage, la tension et la vitesse de découpage sont commandés pour faire en sorte que le bord de la feuille de pharma est parfaitement divisé pendant le processus de découpe, et des problèmes de qualité tels que des couches décalées, bavures de bord, et les bords volants ne peuvent pas se produire. Si recuit est nécessaire, le temps de recuit et la température de recuit doit être contrôlée sur le procédé de recuit afin d'assurer les propriétés mécaniques et le dégraissage de la surface.